
3D Printing (3DP)
sprungmarken_marker_1106
3D Printing – Polymers
3D Printing (3DP) provides a wide range of possibilities for the realization of freeform 3D structures. Recent develop-ments allow for a wide range of materials to be processed, from pure polymers to polymer-based highly filled composites for creating functionality enhanced 3D parts. In the FFF process, the material of choice is provided as a filament that is melted in a hot chamber, extruded through a nozzle and selectively deposited on the building platform layer by layer. In inkjet printing, on-demand small and uniform droplets of different UV curable ink are precisely ejected onto a wide range of substrates to produce multi-material functional components with intricate features of micro-scale resolution.
| Name | Phone | |
|---|---|---|
| Dr. Scholz, Steffen Gerhard | ||
| Dr.-Ing. Dipl.-Min. Müller, Tobias | +49 721 608-23559 | to mueller ∂does-not-exist.kit edu |
Details: 3D Printing – Polymers
Equipment
FFF-Printers
- Leapfrog Xeed
- Leapfrog Bolt
- zMorph 2.0 SX
- Builder Extreme 2000
- Prusa MK3S with MMU2s
Inkjet Printers
- Notion System n.jet 3D functional/high laydown
- Notion Systems n.jet 3D
3D Scanning
- Einscan Pro (Accuracy up to 0.05 mm)
Filament fabrication
- Filafab Extruder & Winding
Key Features
- FFF-Resolution: 50 µm (z-axis), 200 µm (x/y-axis)
- Inkjet-Resolution: 10 µm (z-axis)
- FFF: Printhead temperature up to 250 °C
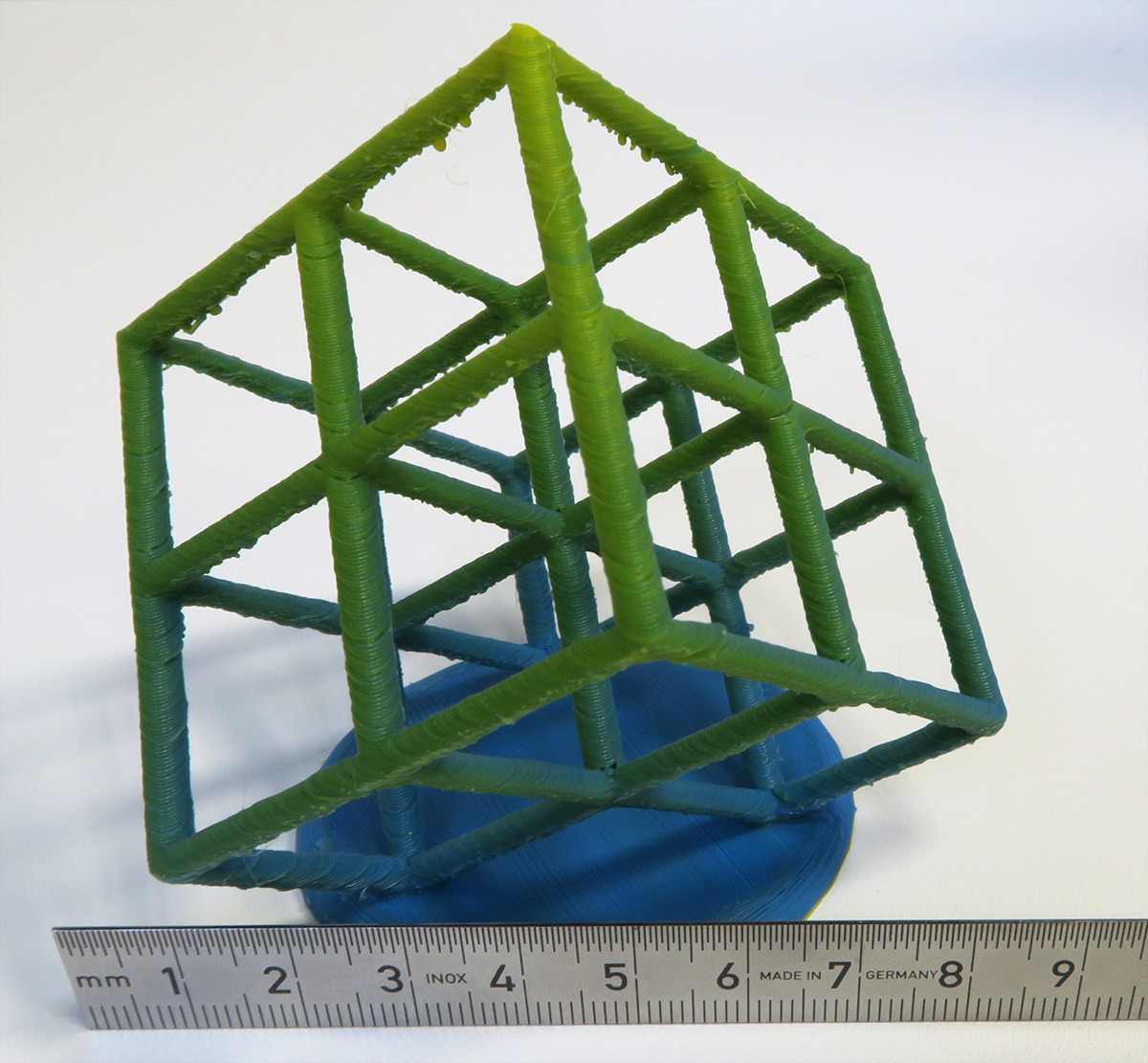
- FFF: Graded structures possible (see Samples)
- Multi-Material prints for both FFF and Inkjet possible
Materials
- ABS, PLA, PVA, Nylon
- Filled materials (optical effects, magnetic, electrically conductive)
- Custom materials
- Inkjet: Depending on material availability
Data
- STL format
- Various CAD files can be exported to STL format
- Wall thicknesses should be multiples of x/y resolution for better accuracy
- Use correct units during designing the structures
- Avoid duplexes (use snaps)
- Overhangs with degrees >30° need support
- Models must be solid bodies, not surfaces. No open faces, models must be watertight
- In case of periodic structures a single unit cell is sufficient
Limitations/constraints
- Depending on object size & geometry: long build time
- Currently no materials with melting temperature >250 °C possible
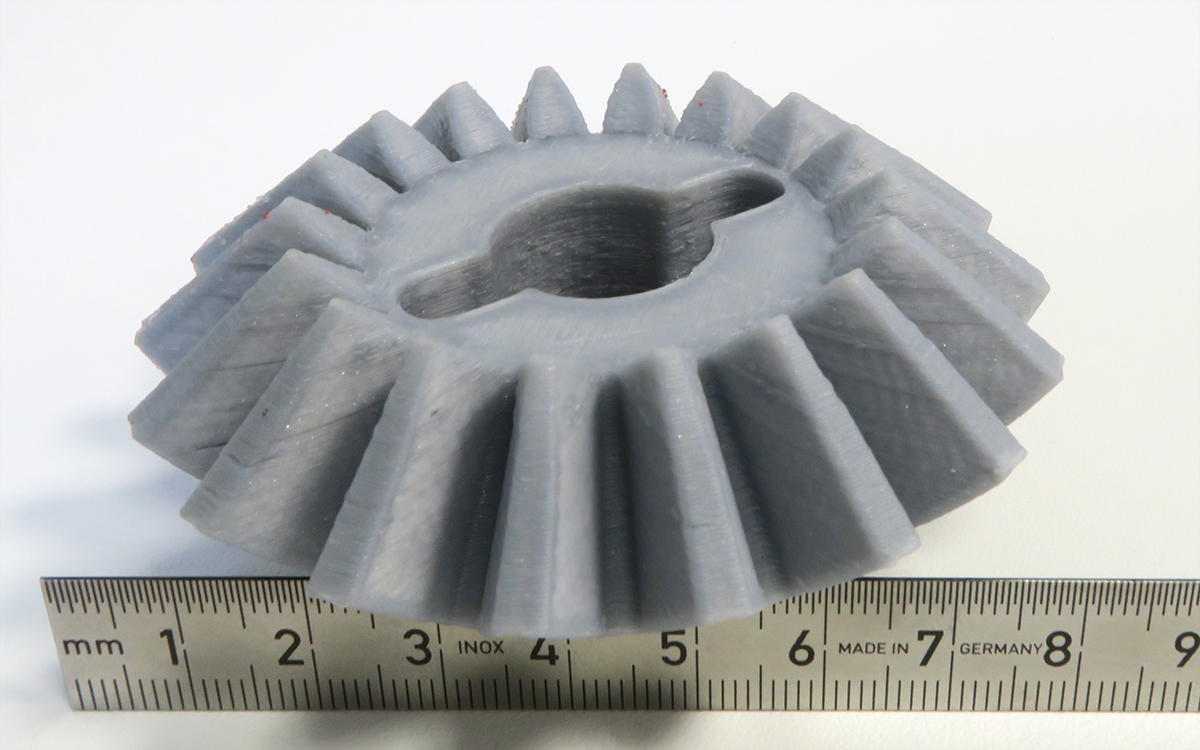
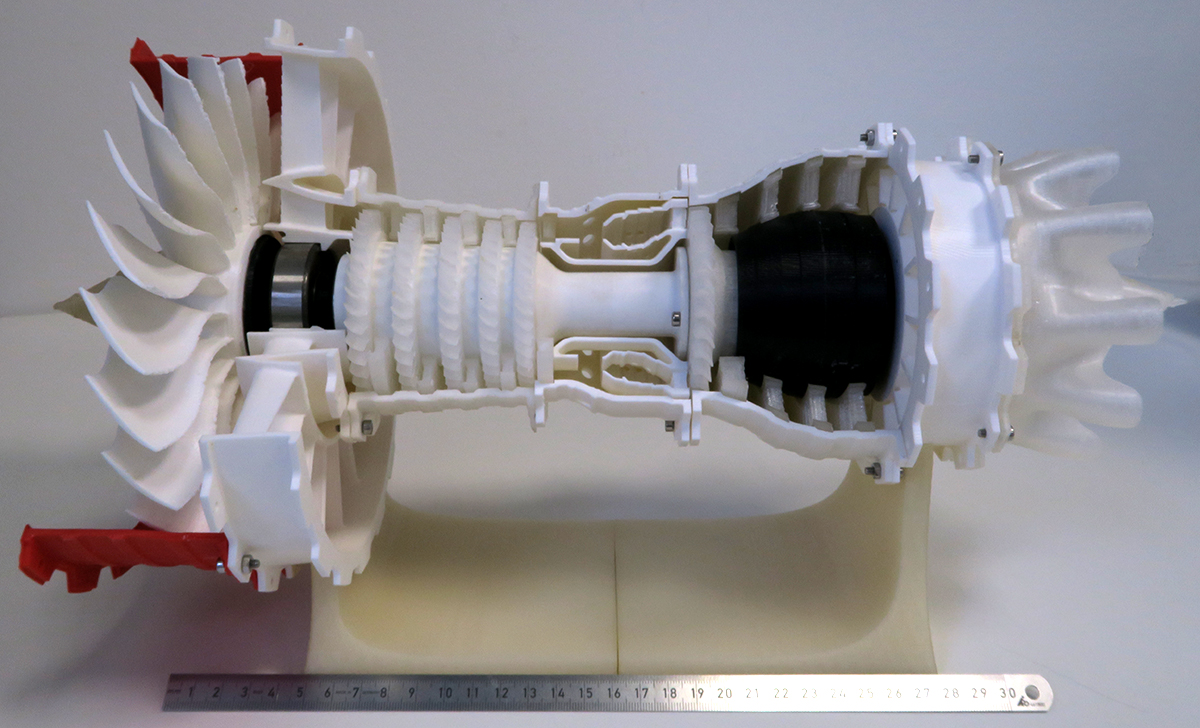
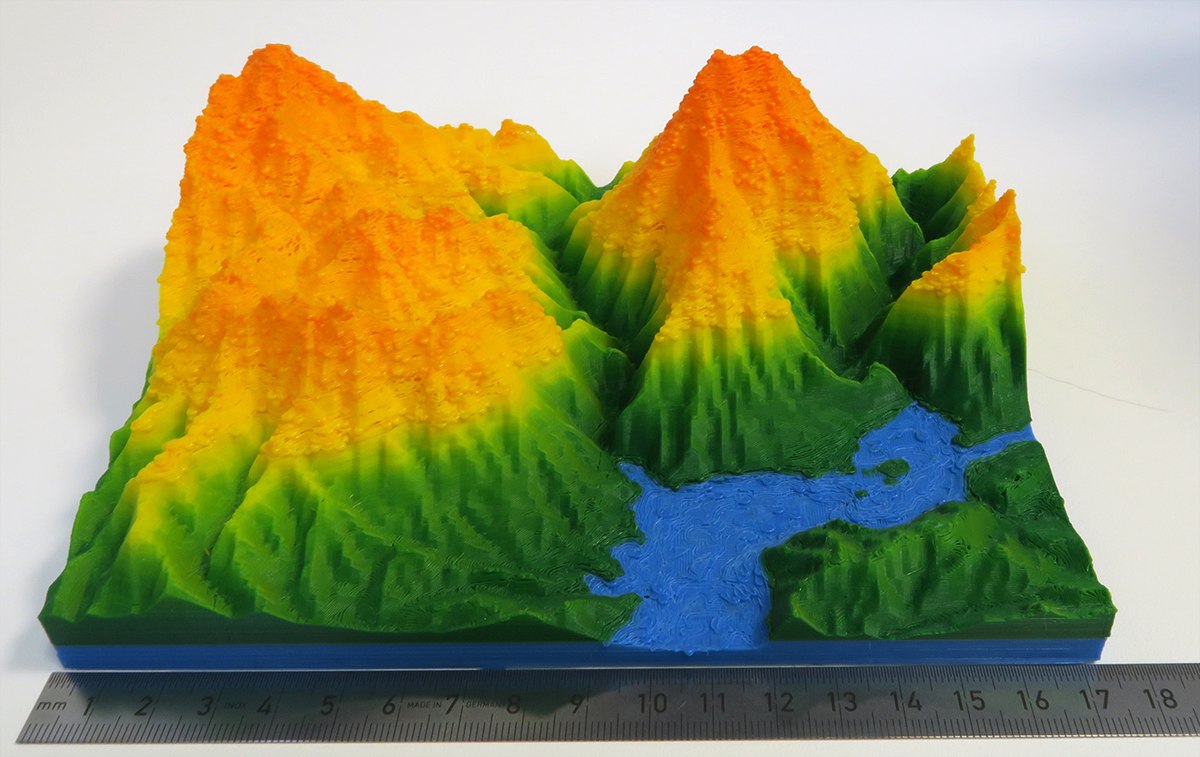
Samples (FFF)
Samples (Inkjet)
3D Printing – Ceramics
Lithography-based Ceramic Manufacturing (LCM) is a method for rapid prototyping with ceramic materials. A UV-curable resin or slurry, containing ceramic particles, is polymerized layer by layer into the desired geometry. The printed parts are then cleaned with special cleaning fluids and thermally postprocessed. This last step consists of debinding, in which the polymer is burned off, and sintering, in which a dense ceramic part is obtained. The principle of this method allows the fabrication of complex geometries, which is hard to achieve with other methods when working with ceramic materials.
| Name | Phone | |
|---|---|---|
| Prof. Dr.-Ing. Brandner, Jürgen | +49 721 608-23963 | juergen brandner ∂does-not-exist.kit edu |
| Hengsbach, Stefan | +49 721 608-24441 | stefan hengsbach ∂does-not-exist.kit edu |
| 1 additional person visible within KIT only. | ||
Details: 3D Printing – Ceramics
Equipment
- CeraFab S25 from Lithoz GmbH
Features
- Printing resolution: 25 um (x/y-axis), 10 to 100 um (z-axis)
- Printing volume: 64 x 40 x 320 mm
Materials
- Aluminium oxide (Al2O3)
- Yttrium-stabilized zirconium oxide (ZrO2)
- Hydroxylapatit (medical grade possible after prior agreement)
- Tricalcium phosphate (medical grade possible after prior agreement)
Limitations/constraints
- Cavities must have at least an inlet, so that remaining slurry can come out during cleaning
- Cavities are possible depending on the aspect ratio. At high aspect ratios, cleaning of the cavities may not be successful
- Realizable wall thickness depends on the design and geometry stability
- Depending on the design size and needed resolution, the printing time might be very long
Data
- STL-format
- Use correct units in CAD model for exporting to STL file