3D Printing (3DP)
3D Printing (3DP) provides a wide range of possibilities for the realization of freeform 3D structures. Recent develop-ments allow for a wide range of materials to be processed, from pure polymers to polymer-based highly filled composites for creating functionality enhanced 3D parts. In the FFF process, the material of choice is provided as a filament that is melted in a hot chamber, extruded through a nozzle and selectively deposited on the building platform layer by layer. In inkjet printing, on-demand small and uniform droplets of different UV curable ink are precisely ejected onto a wide range of substrates to produce multi-material functional components with intricate features of micro-scale resolution.
| Name | Phone | |
|---|---|---|
| Dr.-Ing. Dipl.-Min. Müller, Tobias | +49 721 608-23559 | to mueller ∂does-not-exist.kit edu |
| Dr. Nau, Katja | +49 721 608-24823 | katja nau ∂does-not-exist.kit edu |
Details (3DP)
Equipment
FFF-Printers
- Leapfrog Xeed
- Leapfrog Bolt
- zMorph 2.0 SX
- Builder Extreme 2000
- Prusa MK3S with MMU2s
Inkjet Printers
- Notion System n.jet 3D functional/high laydown
- Notion Systems n.jet 3D
3D Scanning
- Einscan Pro (Accuracy up to 0.05 mm)
Filament fabrication
- Filafab Extruder & Winding
Key Features
- FFF-Resolution: 50 µm (z-axis), 200 µm (x/y-axis)
- Inkjet-Resolution: 10 µm (z-axis)
- FFF: Printhead temperature up to 250 °C
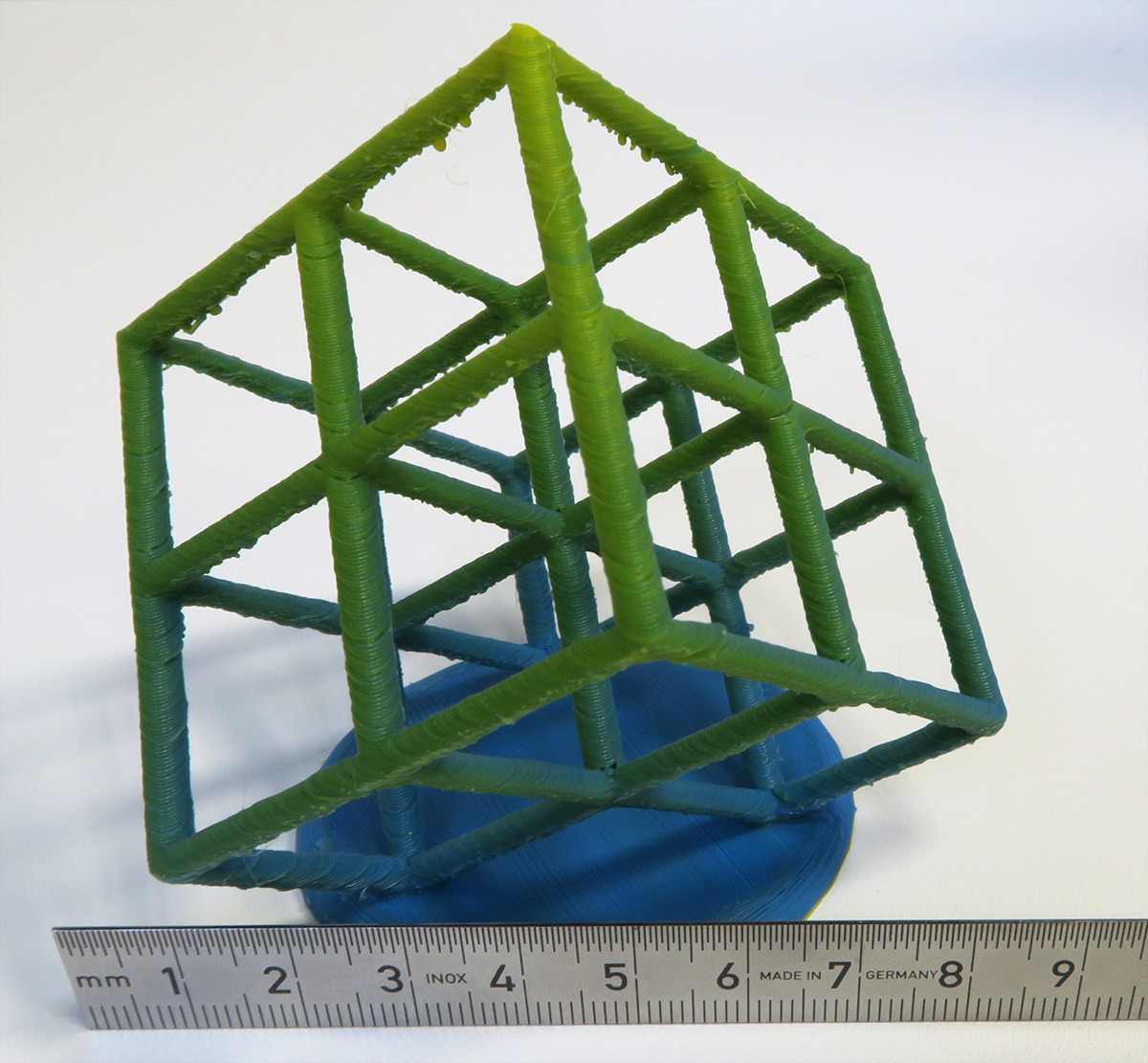
- FFF: Graded structures possible (see Samples)
- Multi-Material prints for both FFF and Inkjet possible
Materials
- ABS, PLA, PVA, Nylon
- Filled materials (optical effects, magnetic, electrically conductive)
- Custom materials
- Inkjet: Depending on material availability
Data
- STL format
- Various CAD files can be exported to STL format
- Wall thicknesses should be multiples of x/y resolution for better accuracy
- Use correct units during designing the structures
- Avoid duplexes (use snaps)
- Overhangs with degrees >30° need support
- Models must be solid bodies, not surfaces. No open faces, models must be watertight
- In case of periodic structures a single unit cell is sufficient
Limitations/constraints
- Depending on object size & geometry: long build time
- Currently no materials with melting temperature >250 °C possible
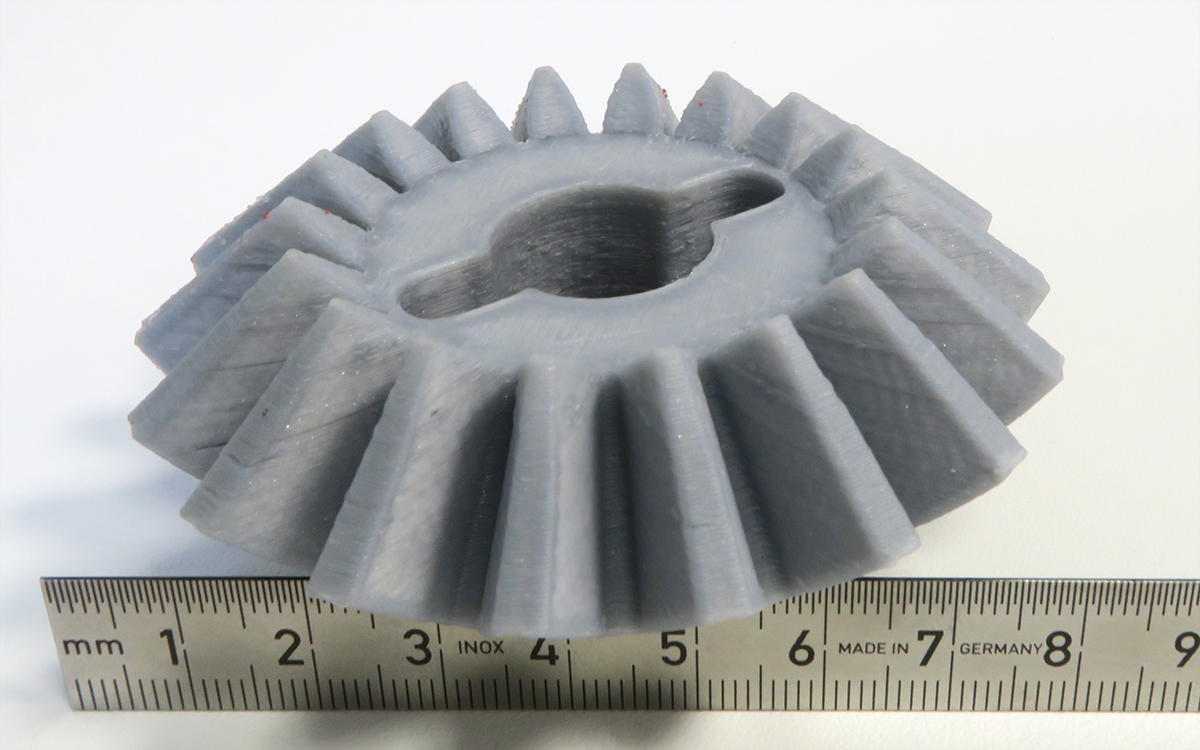
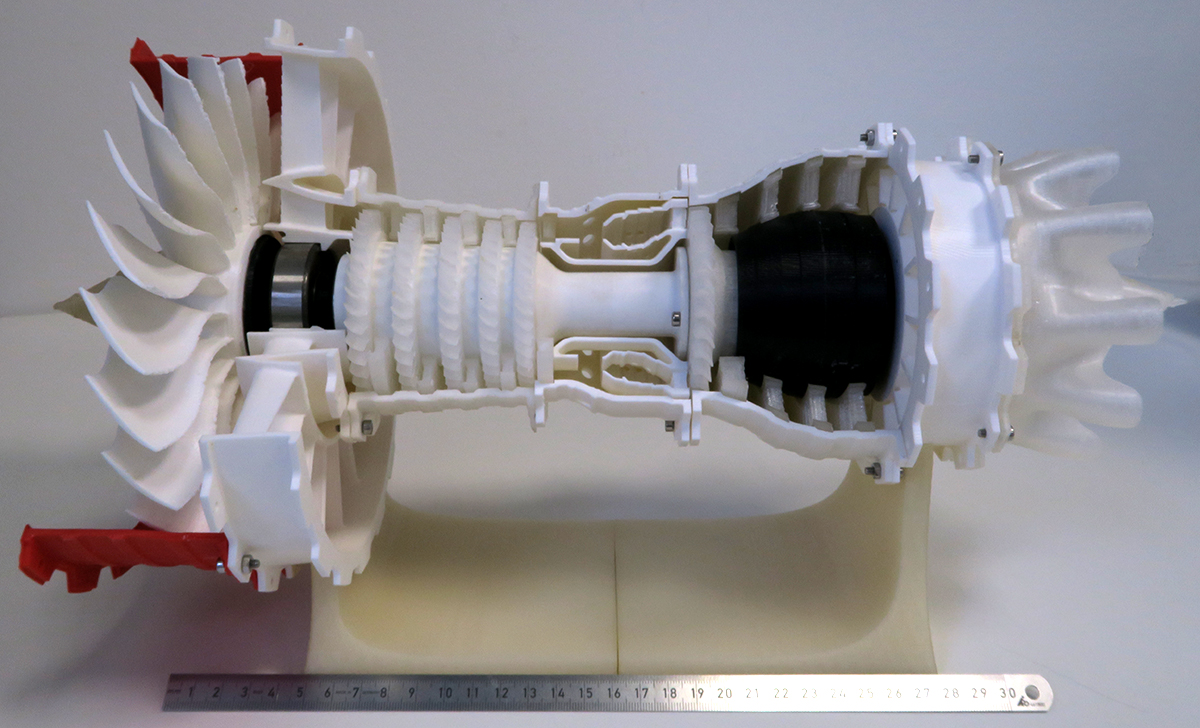
Samples (FFF)
Samples (Inkjet)